
外加电流阴极保护用阳极
牺牲阳极保护法具有无需提供辅助电源,阳极输出电流小,安装工程量小,运行期间不必经常维护等特点。但是实施牺牲阳极保护时,它的阳极输出电流有限,且可控性较小,只能保护阳极附近较小的范围。当遇到需要较大的工作电流或较大范围时,如暴露在空气中的钢筋混凝土结构,则需要用外加电流阴极保护法。
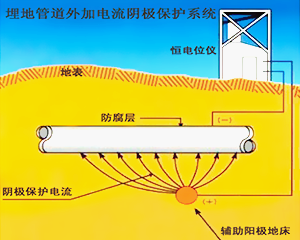
外加电流阴极保护法是通过外加电源来提供所需的保护电流,将被保护的金属做阴极,选用特定的材料做阳极,从而使金属得到保护的方法。外加电流阴极保护系统主要由直流电源、辅助阳极、参比电极3个部分组成。其中辅助阳极是核心部件,它的电化学性能直接影响着整个系统的工作效果和使用寿命,可根据几何形状、外加电流的大小、应用环境等条件选择。
1石墨阳极
石墨的电阻率为(3。8)xlO-s Q·m,抗压强度为25.35 MPa,合适的工作电流密度一般是5。10 Mm2。多孔石墨阳极材料的孔隙率为20%~30%,发生阳极反应时产生的气体会滞留在孔内,引起阳极材料的机械和化学损坏,造成表面软化和膨胀。为了延长石墨阳极的使用寿命,增加其机械强度,一般用桐油、沥青或树脂对其进行浸渍处理。石墨阳极在土壤或海水介质中工作时,消耗率与阳极表面的电化学反应密切相关,当阳极表面以析氯反应为主时,石墨的消耗率通常在o.13~0.22 kg/A·a;当阳极表面有析氧反应时,由于石墨中的碳被氧化成CO:,消耗率上升至0.9 kg/A·a。石墨阳极导电性好,易于加工,价格便宜,但是脆性大,机械强度低,工作寿命短短,且材料较软,不适合在快速流动和冲刷的环境下使用。
2高硅铸铁阳极
高硅铸铁是指含硅14%~18%的一种铁合金,电阻率为7.2×10-7 1-/·m,允许的工作电流密度是5~80 A/m2。当高硅铸铁阳极中有电流通过时,表面会形成SiO:保护膜和水合物薄膜。这层SiO:保护膜极耐酸腐蚀。因此,高硅铸铁阳极适合在潮湿的环境下使用。它在海水中消耗率0.3~1.0 kg/A·a,在土壤或淡水中消耗率0.05~2 kg/A·a。但这层SiO2保护膜在碱溶液中不耐蚀。高硅铸铁阳极硬度高,不易加工,性脆易碎,尺寸大而重,不易搬运和安装。
3铅银合金阳极
铅合金中加人银,可促使其表面生成PbO2保护膜。通常银的加入量为1%~3%113]。铅银合金阳极在海水中应用较多,在海水环境中的消耗率为0.03 kg/A·a,推荐工作电流密度为30~300 Mm2,过高或过低的电流密度都不利于PbO:保护膜的形成,提高消耗率。虽然铅银合金阳极价格便宜,易于加工成型。但是由其密度高,强度低,在使用中容易变形,电流效率低,对人体有害。因此,随着不溶性阳极的发展,铅银合金阳极已经很少使用。
4复合铂阳极
纯铂阳极电化学性能优异,耐腐蚀,导电性和电催化活性好,是一种非常优良的辅助阳极材料,但价格昂贵。为了节约成本,减少铂用量,一般是在钛、铌、钽等阀性金属基体上覆一薄层,铂构成复合铂阳极,铂层厚度约10斗m。制备复合铂阳极的方法很多,如水溶液电镀、熔盐电镀、冶金复合、磁控溅射、化学气相沉积等。复合铂阳极的基体一般用钛、铌比较多,用钽则比较少,主要原因是钽的价格比较高复合铂阳极在析氯条件下的消耗率极低,如在海水中消耗率为6×10-6 kg/A.a'但在析氧或氯氧共析时消耗率会明显增大,如在土壤中消耗率最高可达(175~200)X10—6 kg/A·a。复合铂阳极具有承载电流密度大,损耗率小,使用寿命长,消耗率低等特点,尤其是放氯性能好。因此,适合在海水中使用。但是放氧性能差,不适于土壤中使用。
5混合金属氧化物阳极
混合金属氧化物阳极是采用热分解方法在金属基体上涂覆一层具有电催化活性的氧化物涂层的一种阳极。混合氧化物涂层由Ir,Ta,Ru等多种金属氧化物组成。这种活性涂层是作为一种电活性的催的氧化物涂层所覆盖,表面缺陷处露出的钛基体电位不会超过2 V。因此,钛基体上不会产生表面钝化膜击穿破坏。
